Introduction
Guidance tells us we should check the entire wire rope length for defects but some wire rope applications use very long lengths and it would be difficult without the use of NDT equipment to check everywhere. It is not always cost effective or practical to use NDT, so how do we effectively visually inspect a wire rope? ISO 4309 states that we should watch the operation of the rope through a complete cycle and then we can focus an inspection on the working length plus at least 5 wraps on the drum. Where the rope is going to be used over a different or longer working length in the immediate future, this length should also be inspected.
There are, however, certain hotspots that are more likely to be damaged than others.
Hotspots
1. Drum Anchorage
We should always check the drum anchorage to ensure that the rope is secure and not likely to pull out. Check for signs of any damage, including broken wires and corrosion.
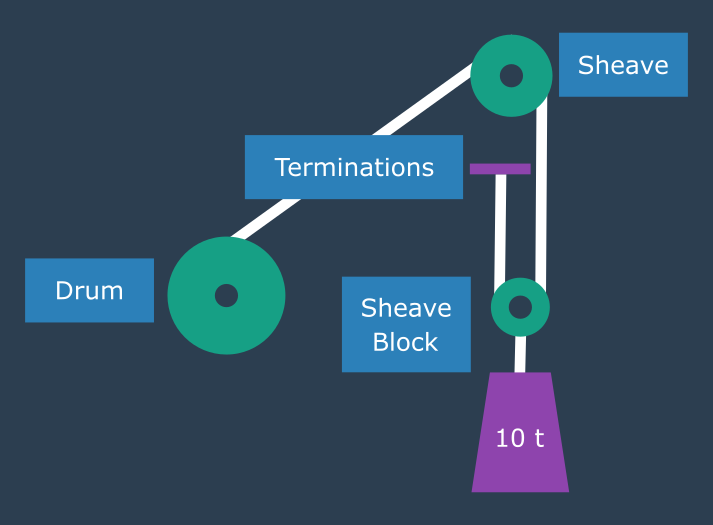
2. Wire Rope Terminations
Check for broken wires, corrosion, and damage to the wire rope near the termination. Vibration can cause pulsatory fatigue, and static parts of the wire rope are more liable to corrosion. Nicks, cracks, corrosion, and damage can also be present in the termination itself, so be sure to check here also.
Featured Feature!
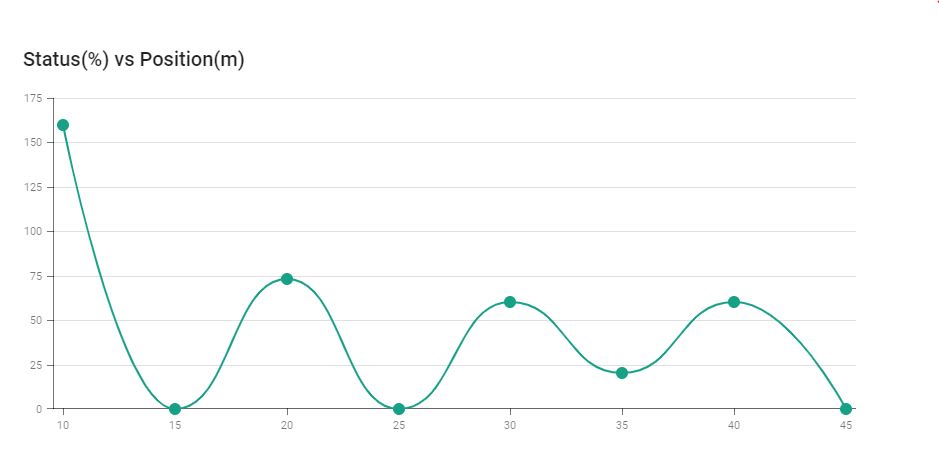
Rope IQ's software makes it easy to find the areas of rope you should focus on by providing powerful charts to help you identify areas where deterioration occurs.
You can find out more about Rope IQ's features by getting in touch below.
Contact
3. Sheaves
Any section of wire rope that passes through the sheaves is subject to bending fatigue, and therefore wire breaks. Wear is also likely when using metal sheaves.
4. Safe Load Indicator with inbuilt sheaves to measure load
These devices are less common these days but still exist on older cranes. We effectively have additional sheaves in the reeving arrangement and even glancing contact over them will cause bending fatigue and wear to the wire rope that passes through the device.
5. Hook Block
Sections of wire rope that run through the hook block are going to be subject to wear and fatigue. Damage can also occur, for example, on a rotation resistant rope where there has been cabling on a multi fall system.
6. Repetitive Operations
Where the crane is involved in repetitive operations, the section of rope that contacts the sheaves will be a likely area for wear and fatigue.
7. Spooling Device / Drum
Any section of wire rope that travels through a spooling device or on and off the drum will be subject to wear, fatigue, and damage. The most likely place where a wire rope will be rejected is at the cross over zones on the drum for multi-layer spooling applications.
8. Sections Subject to Abrasion
Wire ropes in applications such as piling, drilling, or grabbing applications are likely to come into contact with a structure such as hatch combings or structural steelwork. Damage, crushing, broken wires, and abrasive wear are common at these points along the wire rope.
9. Heat
Where a rope is involved in steelmaking, extreme heat can damage the rope. Sources of electricity like exposed electrical wires and lightning strikes can catastrophically damage a wire rope. Hot air from exhausts on generators can melt lubricant, leaving a section of the wire rope “dry” and subject to internal wear and corrosion.
10. Compensating Sheaves
Where an overhead crane uses a compensating sheave we must take special care to ensure we examine the section of wire rope where it contacts the sheave as only a small length of the wire rope is being used to offset small differences in rope payout on a double drum. These will be difficult to find as they will be on the underside of the wire rope in contact with the sheave and the wire rope will need to be lifted off or moved away from the sheave to view any broken wires or wear.
Conclusion
In this article we have covered the key locations where defects are likely to occur along the length of a wire rope. We have highlighted the likely defects at each of these points.
If you enjoyed the article, be sure to give our LinkedIn page a follow by clicking the button below.
The Rope IQ team.
Want to find out how our software can help your business?
Request a quick 30 minute demo to find out.
Request a Demo